


聯系我們
電話:18668762529
郵箱:389599455@qq.com
手機:18668762529(兼微信)
地址:浙江省溫州市龍灣區(qū)永中街道鎮(zhèn)標東路

郵箱:389599455@qq.com
手機:18668762529(兼微信)
地址:浙江省溫州市龍灣區(qū)永中街道鎮(zhèn)標東路
我們經常發(fā)現不銹鋼焊管的頭部和尾部在冷拉或冷軋后會變粗。在退火之前,我們需要用一臺磨床把這部分不銹鋼焊管的厚度切掉,并打磨兩端。你知道為什么壁厚會增加嗎?如何計算這部分的加厚長度?接下來,火炬不銹鋼將向您解釋,以增加您對不銹鋼焊管的了解。
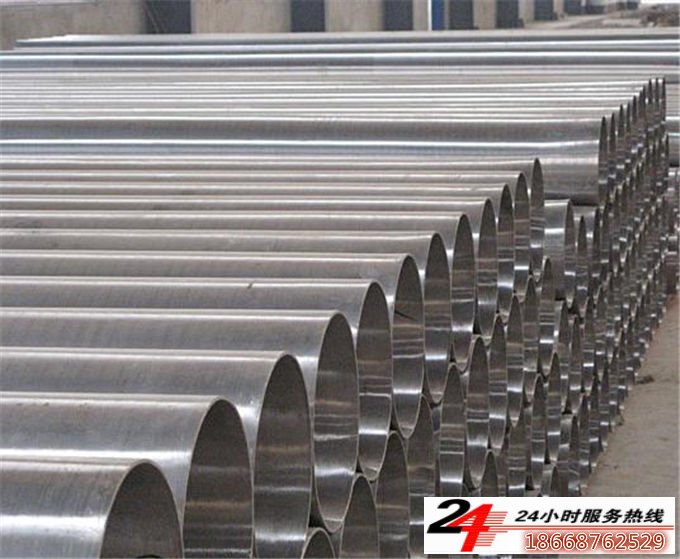
由于不銹鋼焊管的前端和后端處于張力建立和消失的兩個不穩(wěn)定階段,此時不銹鋼焊管上的張力小于穩(wěn)定軋制的中間階段。因此,不銹鋼焊管前后兩端的管壁厚度略厚于中間,增加了切割頭和切割尾的長度,增加了金屬消耗。
那么,如何計算不銹鋼焊管軋制過程中頭部和尾部加厚的長度呢?不銹鋼工業(yè)焊管兩端加厚長度一般隨著總變形量、機架間距、平均張力系數和軋制速度的增加而增加,但隨著直徑縮小率、S/D值、理想軋輥直徑和單機架摩擦系數的增加而減小。此外,合金鋼不銹鋼焊管的加厚長度通常大于碳鋼,經驗估算可用于實際生產計算。

由于單價較高,在切割不銹鋼焊管頭部和尾部的加厚部分時有嚴格的工藝要求。如果切割過多會影響不銹鋼焊管的整體長度,但如果切割過少會導致零件加厚過多,這也不符合生產要求。了解不銹鋼焊管頭部和尾部加厚長度的相關知識,將有助于您更好地選擇和使用不銹鋼焊管。
本網站(http://www.tianqiaoyiyuanfujinsushe.cn)發(fā)布的關于不銹鋼焊管二頭增厚的學問等版權均屬于浙江華恒不銹鋼管有限公司,未經授權不得轉載、摘編或利用其它方式使用上述作品。如原作者不愿意在本網站刊登內容,請及時通知本站,予以刪除,謝謝合作。




